沧州鼎佳精密机械有限公司(原青县鼎佳精密铸造有限公司)以优质的【精密铸造件】精诚为您服务,沧州精密铸造诚实守信,期待着您的合作!

硅溶胶精密铸造,精密铸件,碳钢铸件,不锈钢铸件--沧州鼎佳坚持稳定的产品质量,恪守产品的表里如一,用心做好每一件事。熔模铸造、蜡模铸造、铸钢、浇铸、失蜡铸造品质有保证。
不锈钢精密铸造件的精度要看表面的光滑度与各个环节的尺度,下面是一组精密铸造件的展示图提供给大家: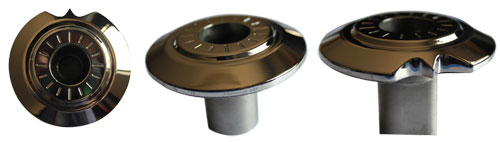
另外还有硅溶胶精密铸造的压制蜡模工艺操作规程如下:
1.检查压蜡机油压、保温温度、操作按钮等是否正常。按照技术规定调整压蜡机压射压力、射蜡嘴温度、保压时间、冷却时间等。
2.从保温箱中取出蜡缸,装在压蜡机上,放出上部混有空气的蜡料。
3.将模具放在压蜡机工作台面上,调整射蜡嘴使之与模具注蜡口高度一致,检查模具所有芯子活块位置是否正确,模具开合是否顺利。
4.打开模具,喷上微薄一层分型剂。合型,对准射蜡嘴。
5.双手按动工作按钮,压制蜡模。
6.抽出芯子,打开模具,小心取出蜡模。按要求放入冷却水中或放入存放盘中冷却。并检查有下列缺陷的蜡模应报废:有严重气泡的蜡模;棱角不清晰的蜡模;变形不能修复的蜡模;尺寸不符号规定的蜡模。
7.清除模具上残留的蜡料,注意只能用压缩空气吹净模具分型面、芯子上的蜡屑、脱模剂,不准用金属刀具去铲刮型腔、抽芯。
8.按以上各条进行下一次压制蜡模,以后往复循环生产。
9.及时将蜡模从冷却水中轻轻取出,用压缩空气吹净蜡屑及水珠,并进行自检,将合格蜡模正确放入存放盘中。
10.生产完毕后,应用软布等清理模具。并清扫压蜡机、工具及现场,做到清洁、整齐。
此文章由www.dingjiazz.com编辑









