沧州鼎佳精密机械有限公司(原青县鼎佳精密铸造有限公司)以优质的【精密铸造件】精诚为您服务,沧州精密铸造诚实守信,期待着您的合作!

硅溶胶精密铸造,精密铸件,碳钢铸件,不锈钢铸件--沧州鼎佳坚持稳定的产品质量,恪守产品的表里如一,用心做好每一件事。熔模铸造、蜡模铸造、铸钢、浇铸、失蜡铸造品质有保证。
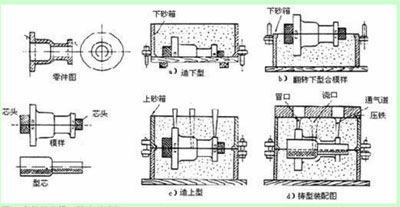
当铸件的大截面不在精密铸造件的端部时,为了便于造型和起模,模样要分成两半或几部分,这种造型称为分模造型。当铸件的大截面在铸件的中间时,应采用两箱分模造型,模样从大截面处分为两半部分(用销钉定位)。造型时模样分别置于上、下砂箱中,分模面(模样与模样间的接合面)与分型面(砂型与砂型间的结合面)位置相重合。两箱分模造型广泛用于形状比较复杂的精密铸造件生产。图片是套管的分模两箱造型过程:
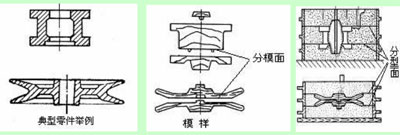
铸件形状为两端截面大、中间截面小、如带轮、槽轮、车床四方刀架等,为保证顺利起模,应采用三箱分模造型图中。此时分模面应选在模样的小截面处,而分型面仍选在铸件两端的大截面处,由于三箱造型有两个分型面,降低了铸件高度方向的尺寸精度,增加了分型面处飞边毛刺的清整工作量,操作较复杂,生产率较低,不适用于机器造型,因此,三箱造型仅用于形状复杂、不能用两箱造型的铸件生产。
此文章由青县鼎佳精密铸造有限公司http://www.dingjiazz.com编辑,我们铸造采用国际上先进的硅溶胶精密铸造工艺来完成的。主要产品:缝制铸件、纺织铸件、不锈钢铸件及五金铸件一致被缝制行业所认可!咨询电话:0317-4269005 手机:13513029258 我们用专业的技术,先进的设备,为您铸造高品质的精密铸件产品。









